A公司两片罐生产线的精益生产管理改善探讨
本文是一篇生产管理论文,本论文通过对A公司的生产线过程进行分析,利用价值流程图找出制约生产线效率提升的三个问题,并结合精益生产理论和公司的实际情况提供出一些改善提升方案。
第1章 绪论
1.1 论文的研究背景和研究意义
1.1.1 论文的研究背景
随着人们对易拉罐类产品的需求逐步提高,越来越多的消费者开始更加青睐于定制化的产品,易拉罐的品种变得日新月异。由于市场带来的这些变化,企业也需要不断进行转型升级以应对变化,生产加工方式已经逐渐从大规模的批量生产转变为小批量的定制式加工模式。企业为了适应市场的千变万化,只能不断地调整生产过程工艺、转变生产订单、加快生产节奏,以供应客户不同的产品和服务获得利润,这使得产品在生产过程中面临着巨大的挑战。为了达到这一目的,企业需要通过优化改善生产流程来提高生产效率,对生产过程控制实行标准化管理,保证产品的良品率,同时不断地提高产能,降低生产过程中的人力、设备等运营成本,从而实现经营情况的改善提升。
两片罐,俗称易拉罐,是由罐子的罐身和罐盖两部分构成,相对于三片罐的构成有罐底、罐身和罐盖三部分,因其整体冲压成型的技术优势,使其在饮料包装行业的市场占比逐年攀升,发展迅速。由于国内的金属饮料罐材料多为铝制,因此国内多将其全称命名为“铝制易开盖两片罐”,也叫易拉罐、铝罐或者两片罐。
两片罐于20世纪50年代末发源于美国,自80年代后期进入中国,在中国已将近有30年的发展,最初的两片罐生产线产品单一,主要是以355ML罐为主,随着行业的进步及市场的变化,从2008年开始,罐型开始转变为330ML罐,2012年后罐口、易拉罐的品种更是呈现日新月异的态势,最先出现的211-500ML罐,后又推出了纤体罐(Sleek Can)、苗条罐(Slim Can),近期市场上又出现了瓶罐(Bottle Can)和矮罐(Stubby Can)。
............................
1.2 国内外研究现状
1.2.1 国外研究现状
精益生产是一种先进的生产管理方式,最早是由日本的丰田公司提出来的,运用精益生产管理可以帮助公司识别出生产过程中的效率损失点,极大程度地减少人力、物力、时间等方面的浪费,使生产线的产能和效率得到提升,同时在企业中开展精益生产管理改善提升,可以使生产线的员工提升对待产品的质量意识、成本意识,以此来提升企业的综合实力,在市场竞争中立于不败之地[1]。在国外,已经有很多学者对精益生产进行了分析研究,并将其应用到很多行业,在企业管理中对生产过程、质量、成本等方面的管理也起到非常见效的作用,运用精益生产,可以极大地提升生产管理水平,整合分散资源,促进生产全过程的质量提升,降低生产成本。詹姆斯等人将丰田的生产方式进行总结,重新命名为精益生产,旨在于消除生产过程中的浪费,论述内容从市场需求和消费者等方面确定了产品价值,并且形成价值流,让产品需求得到拉动,实现一个流生产[2]。
对于精益生产的价值流理论研究,目前国外已经比较成熟,很多企业也在开始积极地探索研究成果如何更好地转换为应用实践,使得精益生产的作用发挥更大,功能也更加健全完善。精益生产近年来已被成功应用到许多个不同的领域,同时还在不同的行业、不同的企业、不同的专业间相互交叉借鉴,这样可以更叫高效地完成管理体系的完善,在工厂实践的案例当中,S.Nallusamy对企业的实际应用情况进行分析,把价值流图作为分析的工具,贴合企业实际建立了精益生产的改善模型,公司的产能和效益都得到了显著的提升[3]。
...........................
第2章 A公司生产线流程现状及问题分析
2.1 A公司基本情况介绍
A公司是中粮包装旗下的一家子公司,于2013年12月投资兴建,公司以“一次做对,欢迎问题,立即行动,没有借口”为企业文化,主要产品是为饮料、啤酒、茶饮料等消费品提供金属包装,其易拉罐产品广泛用于啤酒类、碳酸饮料类、凉茶类高温蒸煮产品等行业,主要客户有加多宝、可口可乐、百威英博啤酒、青岛啤酒、雪花啤酒等。公司针对市场的个性化消费市场需求,提供中高端的产品包装容器的生产与销售。公司通过充分发挥在技术、信息、工艺、资金、销售渠道、市场和资源条件等方面的优势,采用先进合理的技术、工艺和科学的经营管理方法,开发生产高质量的、满足人民消费需求、适销对路的产品,为提高食品饮料金属包装产业化建设和提高客户及员工满意度做出积极的贡献。
为了使企业能够良好地发展,公司不断挖掘内部的短板,从最初的扩张市场占据份额的发展模式,到现在的精细化管理增强企业的竞争战斗力,公司完成了成功的转型,内部的子公司不断优化产品结构,降低生产成本,规范集团内部的人力资源管理体系,通过积极的培训和系统试运行测试,将基础管理工作更加扎实。市场变得更加具有规模,生产工序的各个环节更需要规范运作,对内会完善各项管理指标和体系,对外区域的产品和市场布局合理结合起来,放眼于整个市场的份额分配,兼顾区域销售的统筹安排,通过租赁、并购、外包、自建中实现市场资源的整合。
..................................
2.2 A公司生产线流程现状
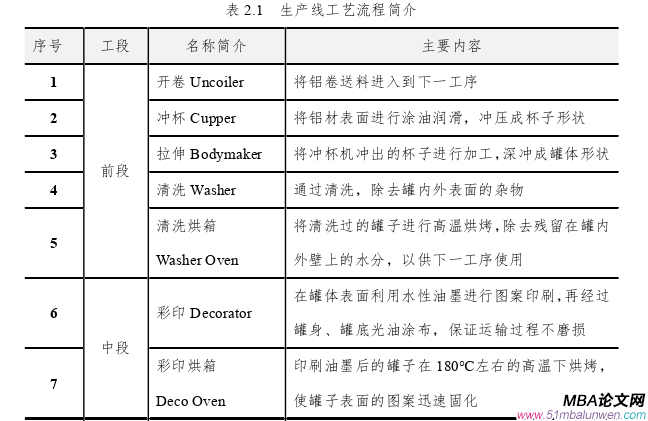
A公司生产的主要是铝质易拉两片罐,生产线工序较为复杂,共涉及约11道工序,为方便生产线统计及维护,通常将生产线区域分为前段、中段、后段,其中前段主要包括开卷、冲杯、拉伸、修边、清洗和清洗烘干工序,中段主要包括彩印和彩印烘干工序,后段主要包括内喷涂、内涂烘干、缩颈翻边、光检、内检、外检、码垛、打带捆扎、缠绕膜包封等工序,各工序的主要作用及生产线工艺处理内容简介见下表2.1所示。
生产管理论文怎么写
...............................
第3章 A公司生产线问题的改善与提升方案 .................... 27
3.1 A公司生产线问题的改善总体思路 ............................. 27
3.1.1 生产线精益生产改善的总体思路.................................. 27
3.1.2 绘制未来价值流程图....................................... 27
第4章 A公司生产线精益生产改善实施及效果评价 ............................... 46
4.1 A公司生产线设备综合效率改善实施 ........................... 46
4.1.1 设备管理优化的改善实施.............................. 46
4.1.2 快速换模的改善实施............................ 49
第5章 总结与展望 ................................ 61
5.1 总结...................................... 61
5.2 展望.................................. 62
第4章 A公司生产线精益生产改善实施及效果评价
4.1 A公司生产线设备综合效率改善实施
4.1.1 设备管理优化的改善实施

生产管理论文参考
设备管理通常包括设备点检、设备保养及润滑、设备故障检修等环节,想要有效地加强生产线设备的保养管理工作,要在设备故障发生之前对生产设备进行预防性检修管理,建立设备故障维修档案,详细登记维修记录,把设备所有零件的生命周期掌握清楚,对于易磨损、易损坏的零件设置定时更换机制,利用可视化系统及时提醒,从而保证设备的运行稳定性,降低设备的故障率,及时地勘测生产设备在正常工作过程中的实际情况,掌握设备的实时动态,及时发现并处理设备故障隐患,防患于未然。
生产设备在常规的保养过程中,不仅需要对设备的保养记录掌握清楚,同时还需要严格地按照机械设备的基本原理和运行特点进行维修养护。A公司结合精益生产的TPM推广,在工厂内部形成全员设备维护的良好氛围,同时使设备管理实现了系统化管理,在设备管理中信息数据的统计与分析利用平台进行可视化管理,对生产过程中的设备进行有效的常规性保养提醒,做到保养工作及时准确,对于保障设备的运行稳定性起到积极的推进作用,同时保障了生产过程的设备运行高效稳定,人员的技能也得到了同步提升。
...........................
第5章 总结与展望
5.1 总结
本文从A公司的生产线实际情况为出发点展开研究,结合精益生产的管理理论运用到实际生产线的改善提升中,运用数量分析、帕累托分析、鱼骨图等工具分析法调研了生产线的实际情况,并绘制出了生产线现状价值流程图从而发现公司生产线存在的问题。以提升生产线效率和释放产能为目标,通过优化改善生产线的设备综合效率低、生产线平衡率低、一次合格率低三方面的问题,改进了A公司的生产线过程问题,从而优化生产,提升了公司的综合实力。 本文的主要工作有:
1)分析了A公司两片罐生产线的现状,通过330饮料罐的工艺为主要研究对象,分析出生产过程中存在的设备检修和保养不及时,设备故障率高的问题,以及生产线换模作业效率低,停机时间较长,存在等待和无效的工作过多。基于A公司整个车间的设备管理体系,分析出设备保养计划不合理、检维修作业不标准等问题。结合改善方案在公司的设备管理系统中开展可视化系统,对设备的运行情况进行分析,找出设备管理提升的方向。通过改善提升,设备故障停机率由2020年的3.14%下降至2021年的2.76%,下降了约13.77%;生产线的换模作业时间由原来的11.5小时降低至8小时左右,当天产量由最初的120万罐/天提升至186万罐/天,改善提升明显。
2)对生产线的工艺流程及工序运行情况进行分析,找出了生产线平衡率低的问题,确定出了生产线的瓶颈工序。然后利用精益生产工具进行分析,找出改善生产平衡的方法,同时在开展过程中制定较为详细的整改计划表格,明确责任人和责任部门,规定任务的完成时间,在改善的过程不断跟进。最终使得改善方法得以成功实施,改善了公司的生产线平衡率,改善前为52.86%,改善实施后为90.11%,提高了生产线产能。
参考文献(略)
- 供电作业项目安全生产风险管控系统开发及后评价研究2018-01-28
- 6S生产管理在浙江农行的应用与提升研究2018-02-01
- LY市甲醛行业安全生产多元化管理研究2018-02-13
- L公司中层生产管理人员薪酬体系优化研究2018-03-07
- DL植物工厂规模化经营生产战略管理研究2018-03-23
- 美卓矿机机械加工件的逆向定价生产管理研究2018-04-23
- 核电数字化分布式仪控系统研制进度风险管理研究2018-05-02
- 尾砂坝加高工程和加高后安全生产管理措施的研究2018-05-15
- 武汉铁路局漯河车站行车安全生产管理分析研究2018-05-18
- 轨道交通供电运行安全生产管理系统研究与应用2018-05-31

