基于精益生产的SX公司低压柜生产线优化与仿真探讨
时间:2022-08-11 来源:51mbalunwen.com
本文是一篇生产管理论文,论文提出优化生产线平衡、提高生产效率和产品质量的具体措施。运用工作研究技术使框架预组线的线平衡率提升到94.5%,主装配线的线平衡率提升到92.3%;通过5S管理和看板管理,降低了在制品库存,提高了作业现场的整洁度;运用8D原则并设计防呆工具,杜绝同类质量问题发生,提高产品检测直通率。
1绪论
1.1选题背景及研究意义
1.1.1选题背景
自1978年改革开放至今,我国国民经济水平增长迅猛,尤其是制造业实现了跨越式发展。目前为止,我国制造业在其规模和产值上,都已经占据了世界大部分市场份额,而国内的制造业水平参差不齐,现代化技术的使用也有明显差距。国内大部分制造企业所采用的生产方式较为传统,使车间产生物料积压严重、生产现场混乱等现象,造成生产线的生产效率和设备利用率低下等生产问题,制约了企业快速发展。越来越多的企业开始关注并重视生产问题带来的影响,积极寻找解决问题的方法。 仪器仪表制造业作为我国传统制造产业,全国目前有4892家仪器仪表制造企业,其总产值由2002年939.8亿元增长到2018年9598.0亿元,年均增长15.6%;工业增加值由2002年301.7亿元增长到2018年2425.7亿元,年均增长13.9%。尽管国内仪器仪表制造业发展规模不断扩大,但整体发展水平仍然较低,缺乏对产品制造技术、生产工艺能力的掌握,生产线的精益化、智能化程度不高,无法满足国民经济、科学研究、国防建设以及社会生活等各个方面迅速增长的需求[1,2]。我国传统仪器仪表制造业只依靠产品和技术谋求企业发展的方式已经过时,以生产效率、产品质量、生产成本为中心思想的制造模式已经成为主要市场竞争方式,因此精益生产是企业谋求发展的必然选择[3]。
仪器仪表制造业作为我国传统制造产业,全国目前有4892家仪器仪表制造企业,其总产值由2002年939.8亿元增长到2018年9598.0亿元,年均增长15.6%;工业增加值由2002年301.7亿元增长到2018年2425.7亿元,年均增长13.9%。尽管国内仪器仪表制造业发展规模不断扩大,但整体发展水平仍然较低,缺乏对产品制造技术、生产工艺能力的掌握,生产线的精益化、智能化程度不高,无法满足国民经济、科学研究、国防建设以及社会生活等各个方面迅速增长的需求[1,2]。我国传统仪器仪表制造业只依靠产品和技术谋求企业发展的方式已经过时,以生产效率、产品质量、生产成本为中心思想的制造模式已经成为主要市场竞争方式,因此精益生产是企业谋求发展的必然选择[3]。
SX公司是一家专门生产低压柜及配套设施的劳动密集型企业,自2013年公司建厂起,就不断地扩大现有工厂的生产规模以提高产能,满足日益增长的客户需求。公司从2019年开始在公司内部进行了一场全面的变革,为适应时代的发展,计划将企业逐步转型为数字化工厂,全面推行精益生产方式,通过识别价值、杜绝浪费、缩短生产前置期、降低生产成本、实现柔性化生产开更好的适应时代发展和市场变动,加强对客户的服务质量[4,5]。
1.2国内外研究现状
1.2.1国外研究现状
“精益”来源于研究汽车生产计划方向的美国麻省理工学院的相关专家及研究人员在对日本丰田的生产管理模式进行高度总结得出,是对准时化生产的誉称。在工业制造领域,精益生产是目前为止全球公认的最为有效的生产管理方式,在世界各地被广泛学习和使用。其中,“精”指的是在制定生产计划时,选择最合适时机,利用最合理的生产要素,在不产生浪费的情况下制定现阶段市场需求的产品数量计划进行生产;“益”指的是在产品从设计到交付的全过程都应该是能够产生最大经济效益的生产活动。精益生产追求的最终目标就是消除浪费,使生产中的所有活动对产品的形成都是有价值的。而精益生产在企业中的实际应用主要是通过将精益思想运用到产品从原材料到成品交付的各个环节中,使整个生产过程中不必要的浪费降至最低。由于精益生产给企业带来的利益是非常可观的,所以近几十年来精益生产不断地被研究、发展与应用,国外的研究学者对精益生产的研究已经较为成熟。
Venkatamuni T,Ramakrishna Rao A(2010)[6]描述了精益制造中多功能团队形成在产品设计和开发中的作用。指出多功能团队可以为公司减少理论的工程时间,改进产品的可制造性,提高产品的质量、缩短产品加工周期等更快的产品开发能力。
Velarde等(2011)[7]认为在市场利润、就业环境以及消费意愿下降的情况下,精益生产是使第二木材行业更有竞争力的优秀理念,并且具有较高的实施潜力。
Rahman A,Karim A(2013)[8]通过将大规模生产和精益生产的优缺点进行对比分析,得出精益生产相比于大规模生产更能为企业节省生产成本、缩短生产周期,进而提高企业的市场竞争力。提出生产单位应深入发掘企业潜力,运用精益思想并结合企业自身特点,对生产线进行持续优化。
2理论方法概述
2.1精益生产相关理论概述
2.1.1精益生产的定义
精益生产起源于半世纪以前的日本丰田公司,相关的理论研究较少,在其形成和发展过程中,并未明确给出精益生产的定义,在经过数十年的探索和完善,现在普遍将“精益生产”定义为:以客户需求为起点,通过5S、TPM等方式改善生产现场,利用准时化生产改善生产线,依靠“自动化”、六西格玛等改善质量,最大限度强调产品质量,生产质量是生产出来的,而非后期检验出来的,追求低成本、零浪费前提下的利润最大化[65]。
2.1.2精益生产的五大基本原则
(1)确定价值:由最终用户的角度来确定企业产品(服务)从设计到生产、交付全部过程的价值,最大化地实现最终用户的需求。(2)识别价值流:将原材料转变为成品的全部活动赋予价值,并划分增值与非增值的活动。(3)价值流动:使价值增值的各活动(步骤)流动起来。(4)需求拉动:按最终用户需求拉动企业进行生产活动。(5)尽善尽美:企业为满足最终用户的价值要求而努力提供尽善尽美的价值创造过程。
2.2精益生产工具与方法
2.2.1价值流图
价值流图是指通过使用特定的符号和文字来描述将产品带给客户全部过程的物流和信息流的工具。其目的是识别并降低整个生产过程中对终端用户非增值的活动。该方法是对研究对象进行精益改善非常有效的工具。通常绘制价值流图分为以下四个步骤:
(1)选定研究产品。在筛选研究产品时,通过前期的调研工作搜集公司所有产品的销售记录,一般来说,最终研究的产品通常具备产量大或者产值高的特性。
(2)绘制现状价值流图。通过对生产作业现场的实地勘测,对收集到的生产数据及空间布局情况进行整理统计,并通过与公司内部员工的交流沟通,收集部分供应商的供货时间数据和顾客的订单数据。
(3)绘制未来价值流图。分析人员在绘制该图之前首先要在脑海中描绘出理想状态下的价值流图,并且在假想未来价值流图的同时,制定出能够让现状价值流图变成未来价值流图的改善措施。
(4)持续改善。在制定出改善方案之后,需要按照既定计划付诸于实施,当所有计划均被完成并且达到未来价值流图所期待的生产状态之后,新一轮的价值流图改善计划也随之开始。精益生产的特点之一就是持续改善,因此无论何时,都需要制定一个未来价值流图来指引着持续改善的方向。
3 SX公司低压柜生产线现状分析..................................21
3.1 SX公司基本概况...................................21
3.2低压柜生产线作业时间测定........................................24
3.3低压柜生产线价值流图绘制与分析....................................28
4 SX公司低压柜生产线优化设计.....................................37
4.1低压柜生产线优化设计的原则与目标..............................37
4.1.1生产线优化设计的原则.....................................37
4.1.2生产线优化设计的目标......................................37
5 SX公司低压柜生产线优化设计方案仿真...................................55
5.1框架预组流程的Flexsim仿真分析........................55
5.1.1仿真对象基本描述.............................55
5.1.2仿真模型建立..............................55
6 SX公司低压柜生产线优化方案实施的保障措施
6.1优化激励机制
第一,激励员工提高素质。公司实现可持续发展的关键是技术水平的提升,但其究其根本还是人的因素,因此,员工素质的水平将影响企业的未来发展,高素质水平的员工团队是企业实施精益生产的有效保障。公司提高员工团队素质的方法有很多,例如通过技术培训、学历提升和内部交流等措施,使精益生产与员工团队不断提高技术技能和素质,建立良好的相互依存、相互促进关系。
第二,针对SX公司现行的月绩效考核制度进行优化。公司现行的员工月绩效指标是由相应的部门主管对其业绩水平进行主观评价,该方法容易受到个人感情因素的影响,缺乏客观性。通过建立多维度的绩效评价体系和多人评价取均值的方法对员工的绩效水平进行考核,可以很好的改善制度主观性强的问题,从而提升员工的工作积极性。
第三,对SX公司的激励机制进行优化。为了吸引并留住优秀人才与企业共同进步发展,需要制定相应的激励措施。分别针对不同职能的员工采用多种激励方式,可以充分提高员工的工作努力程度。激励的手段有很多种,包括精神鼓励、薪酬刺激、荣誉奖励和职业发展等,对员工推行激励政策可以促使员工提高工作效率,强化绩效贡献,并且通过一定的薪酬刺激和职业发展也能达到最大程度的吸引和留住人才,使人才在企业中充分发挥自己的才能,实现自身的社会价值,提高工作主动性,为企业创造更多经济收益。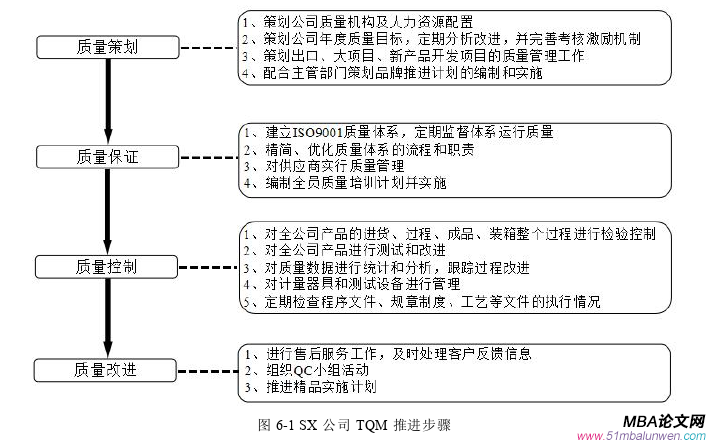 7结论与展望
7结论与展望
7.1研究结论
论文以精益生产理论为指导,对SX公司低压柜产品的生产过程进行分析,从生产线平衡、生产效率、产品质量三方面展开,运用价值流图析、工作研究和系统仿真等技术对SX公司低压柜生产线进行精益优化研究。论文的主要结论如下:
(1)找出SX公司低压柜生产线存在作业时间不均衡、生产效率低和产品检测直通率低的生产问题及原因。分别对框架预组线和主装配线进行生产线平衡分析,得到框架预组线的平衡率为53.3%,主装配线的平衡率为44.4%,急需进行优化;运用鱼骨图法对车间生产效率进行分析,发现人、机、料、法、环五个方面均存在生产问题;对产品检测未一次通过的质量问题进行分析,发现工人接线错误是该问题发生的原因。
(2)提出优化生产线平衡、提高生产效率和产品质量的具体措施。运用工作研究技术使框架预组线的线平衡率提升到94.5%,主装配线的线平衡率提升到92.3%;通过5S管理和看板管理,降低了在制品库存,提高了作业现场的整洁度;运用8D原则并设计防呆工具,杜绝同类质量问题发生,提高产品检测直通率。
(3)验证SX公司低压柜生产线优化方案的合理性和有效性。运用Flexsim仿真软件,对框架预组线和主装配线分别建立仿真模型,通过仿真结果分析,检验了优化方案及措施能够有效提高生产效率。
(4)提出SX公司低压柜生产线优化方案实施的保障措施。从人事制度、考评制度、奖惩制度和薪酬制度四个方面对SX公司的激励机制进行了优化;在公司内推行TQM以改善低压柜产品质量问题。
参考文献(略)
1绪论
1.1选题背景及研究意义
1.1.1选题背景
自1978年改革开放至今,我国国民经济水平增长迅猛,尤其是制造业实现了跨越式发展。目前为止,我国制造业在其规模和产值上,都已经占据了世界大部分市场份额,而国内的制造业水平参差不齐,现代化技术的使用也有明显差距。国内大部分制造企业所采用的生产方式较为传统,使车间产生物料积压严重、生产现场混乱等现象,造成生产线的生产效率和设备利用率低下等生产问题,制约了企业快速发展。越来越多的企业开始关注并重视生产问题带来的影响,积极寻找解决问题的方法。
SX公司是一家专门生产低压柜及配套设施的劳动密集型企业,自2013年公司建厂起,就不断地扩大现有工厂的生产规模以提高产能,满足日益增长的客户需求。公司从2019年开始在公司内部进行了一场全面的变革,为适应时代的发展,计划将企业逐步转型为数字化工厂,全面推行精益生产方式,通过识别价值、杜绝浪费、缩短生产前置期、降低生产成本、实现柔性化生产开更好的适应时代发展和市场变动,加强对客户的服务质量[4,5]。
1.2国内外研究现状
1.2.1国外研究现状
“精益”来源于研究汽车生产计划方向的美国麻省理工学院的相关专家及研究人员在对日本丰田的生产管理模式进行高度总结得出,是对准时化生产的誉称。在工业制造领域,精益生产是目前为止全球公认的最为有效的生产管理方式,在世界各地被广泛学习和使用。其中,“精”指的是在制定生产计划时,选择最合适时机,利用最合理的生产要素,在不产生浪费的情况下制定现阶段市场需求的产品数量计划进行生产;“益”指的是在产品从设计到交付的全过程都应该是能够产生最大经济效益的生产活动。精益生产追求的最终目标就是消除浪费,使生产中的所有活动对产品的形成都是有价值的。而精益生产在企业中的实际应用主要是通过将精益思想运用到产品从原材料到成品交付的各个环节中,使整个生产过程中不必要的浪费降至最低。由于精益生产给企业带来的利益是非常可观的,所以近几十年来精益生产不断地被研究、发展与应用,国外的研究学者对精益生产的研究已经较为成熟。
Venkatamuni T,Ramakrishna Rao A(2010)[6]描述了精益制造中多功能团队形成在产品设计和开发中的作用。指出多功能团队可以为公司减少理论的工程时间,改进产品的可制造性,提高产品的质量、缩短产品加工周期等更快的产品开发能力。
Velarde等(2011)[7]认为在市场利润、就业环境以及消费意愿下降的情况下,精益生产是使第二木材行业更有竞争力的优秀理念,并且具有较高的实施潜力。
Rahman A,Karim A(2013)[8]通过将大规模生产和精益生产的优缺点进行对比分析,得出精益生产相比于大规模生产更能为企业节省生产成本、缩短生产周期,进而提高企业的市场竞争力。提出生产单位应深入发掘企业潜力,运用精益思想并结合企业自身特点,对生产线进行持续优化。
2理论方法概述
2.1精益生产相关理论概述
2.1.1精益生产的定义
精益生产起源于半世纪以前的日本丰田公司,相关的理论研究较少,在其形成和发展过程中,并未明确给出精益生产的定义,在经过数十年的探索和完善,现在普遍将“精益生产”定义为:以客户需求为起点,通过5S、TPM等方式改善生产现场,利用准时化生产改善生产线,依靠“自动化”、六西格玛等改善质量,最大限度强调产品质量,生产质量是生产出来的,而非后期检验出来的,追求低成本、零浪费前提下的利润最大化[65]。
2.1.2精益生产的五大基本原则
(1)确定价值:由最终用户的角度来确定企业产品(服务)从设计到生产、交付全部过程的价值,最大化地实现最终用户的需求。(2)识别价值流:将原材料转变为成品的全部活动赋予价值,并划分增值与非增值的活动。(3)价值流动:使价值增值的各活动(步骤)流动起来。(4)需求拉动:按最终用户需求拉动企业进行生产活动。(5)尽善尽美:企业为满足最终用户的价值要求而努力提供尽善尽美的价值创造过程。
2.2精益生产工具与方法
2.2.1价值流图
价值流图是指通过使用特定的符号和文字来描述将产品带给客户全部过程的物流和信息流的工具。其目的是识别并降低整个生产过程中对终端用户非增值的活动。该方法是对研究对象进行精益改善非常有效的工具。通常绘制价值流图分为以下四个步骤:
(1)选定研究产品。在筛选研究产品时,通过前期的调研工作搜集公司所有产品的销售记录,一般来说,最终研究的产品通常具备产量大或者产值高的特性。
(2)绘制现状价值流图。通过对生产作业现场的实地勘测,对收集到的生产数据及空间布局情况进行整理统计,并通过与公司内部员工的交流沟通,收集部分供应商的供货时间数据和顾客的订单数据。
(3)绘制未来价值流图。分析人员在绘制该图之前首先要在脑海中描绘出理想状态下的价值流图,并且在假想未来价值流图的同时,制定出能够让现状价值流图变成未来价值流图的改善措施。
(4)持续改善。在制定出改善方案之后,需要按照既定计划付诸于实施,当所有计划均被完成并且达到未来价值流图所期待的生产状态之后,新一轮的价值流图改善计划也随之开始。精益生产的特点之一就是持续改善,因此无论何时,都需要制定一个未来价值流图来指引着持续改善的方向。
3 SX公司低压柜生产线现状分析..................................21
3.1 SX公司基本概况...................................21
3.2低压柜生产线作业时间测定........................................24
3.3低压柜生产线价值流图绘制与分析....................................28
4 SX公司低压柜生产线优化设计.....................................37
4.1低压柜生产线优化设计的原则与目标..............................37
4.1.1生产线优化设计的原则.....................................37
4.1.2生产线优化设计的目标......................................37
5 SX公司低压柜生产线优化设计方案仿真...................................55
5.1框架预组流程的Flexsim仿真分析........................55
5.1.1仿真对象基本描述.............................55
5.1.2仿真模型建立..............................55
6 SX公司低压柜生产线优化方案实施的保障措施
6.1优化激励机制
第一,激励员工提高素质。公司实现可持续发展的关键是技术水平的提升,但其究其根本还是人的因素,因此,员工素质的水平将影响企业的未来发展,高素质水平的员工团队是企业实施精益生产的有效保障。公司提高员工团队素质的方法有很多,例如通过技术培训、学历提升和内部交流等措施,使精益生产与员工团队不断提高技术技能和素质,建立良好的相互依存、相互促进关系。
第二,针对SX公司现行的月绩效考核制度进行优化。公司现行的员工月绩效指标是由相应的部门主管对其业绩水平进行主观评价,该方法容易受到个人感情因素的影响,缺乏客观性。通过建立多维度的绩效评价体系和多人评价取均值的方法对员工的绩效水平进行考核,可以很好的改善制度主观性强的问题,从而提升员工的工作积极性。
第三,对SX公司的激励机制进行优化。为了吸引并留住优秀人才与企业共同进步发展,需要制定相应的激励措施。分别针对不同职能的员工采用多种激励方式,可以充分提高员工的工作努力程度。激励的手段有很多种,包括精神鼓励、薪酬刺激、荣誉奖励和职业发展等,对员工推行激励政策可以促使员工提高工作效率,强化绩效贡献,并且通过一定的薪酬刺激和职业发展也能达到最大程度的吸引和留住人才,使人才在企业中充分发挥自己的才能,实现自身的社会价值,提高工作主动性,为企业创造更多经济收益。
7.1研究结论
论文以精益生产理论为指导,对SX公司低压柜产品的生产过程进行分析,从生产线平衡、生产效率、产品质量三方面展开,运用价值流图析、工作研究和系统仿真等技术对SX公司低压柜生产线进行精益优化研究。论文的主要结论如下:
(1)找出SX公司低压柜生产线存在作业时间不均衡、生产效率低和产品检测直通率低的生产问题及原因。分别对框架预组线和主装配线进行生产线平衡分析,得到框架预组线的平衡率为53.3%,主装配线的平衡率为44.4%,急需进行优化;运用鱼骨图法对车间生产效率进行分析,发现人、机、料、法、环五个方面均存在生产问题;对产品检测未一次通过的质量问题进行分析,发现工人接线错误是该问题发生的原因。
(2)提出优化生产线平衡、提高生产效率和产品质量的具体措施。运用工作研究技术使框架预组线的线平衡率提升到94.5%,主装配线的线平衡率提升到92.3%;通过5S管理和看板管理,降低了在制品库存,提高了作业现场的整洁度;运用8D原则并设计防呆工具,杜绝同类质量问题发生,提高产品检测直通率。
(3)验证SX公司低压柜生产线优化方案的合理性和有效性。运用Flexsim仿真软件,对框架预组线和主装配线分别建立仿真模型,通过仿真结果分析,检验了优化方案及措施能够有效提高生产效率。
(4)提出SX公司低压柜生产线优化方案实施的保障措施。从人事制度、考评制度、奖惩制度和薪酬制度四个方面对SX公司的激励机制进行了优化;在公司内推行TQM以改善低压柜产品质量问题。
参考文献(略)
相关阅读
- 供电作业项目安全生产风险管控系统开发及后评价研究2018-01-28
- 6S生产管理在浙江农行的应用与提升研究2018-02-01
- LY市甲醛行业安全生产多元化管理研究2018-02-13
- L公司中层生产管理人员薪酬体系优化研究2018-03-07
- DL植物工厂规模化经营生产战略管理研究2018-03-23
- 美卓矿机机械加工件的逆向定价生产管理研究2018-04-23
- 核电数字化分布式仪控系统研制进度风险管理研究2018-05-02
- 尾砂坝加高工程和加高后安全生产管理措施的研究2018-05-15
- 武汉铁路局漯河车站行车安全生产管理分析研究2018-05-18
- 轨道交通供电运行安全生产管理系统研究与应用2018-05-31

